PLC的基本指令
时间:2014-11-11 18:42 来源:自动控制网
三菱FX2N系列PLC共有27条基本指令,供设计者编制语句表使用,它与梯形图有严格的对应关系。 1、逻辑取及线圈驱动指令LD、LDI、OUT 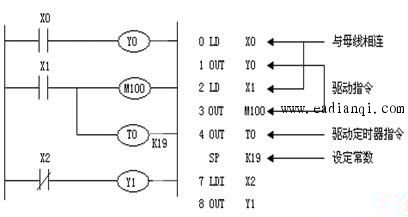
LD,取指令。表示一个与输入母线相连的常开接点指令。 LDI,取反指令。表示一个与输入母线相连的常闭接点指令 。 OUT,线圈驱动指令 2、接点串联指令AND、ANI 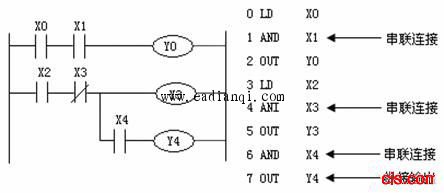
AND, 与指令。用于单个常开接点的串联。 ANI,与非指令。用于单个常闭接点的串联 。 OUT指令,通过接点对其它线圈使用OUT指令称为纵接输出或连续输出 。 3、接点并联指令OR、ORI 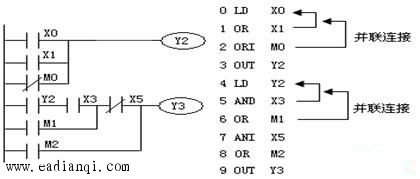
OR,或指令,用于单个常开接点的并联。 ORI, 或非指令,用于单个常闭接点的并联。 4、串联电路块的并联连接指令ORB 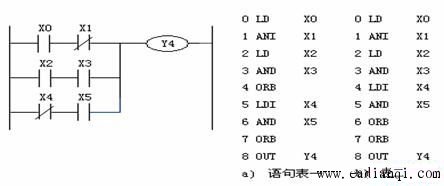
两个或两个以上的接点串联连接的电路叫串联电路块。串联电路块并联连接时,分支开始用LD、LDI指令,分支结果用ORB指令。 5、并联电路块的串联连接指令ANB 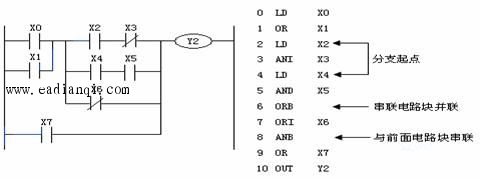
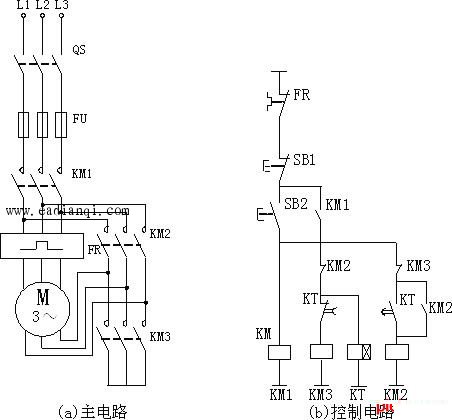
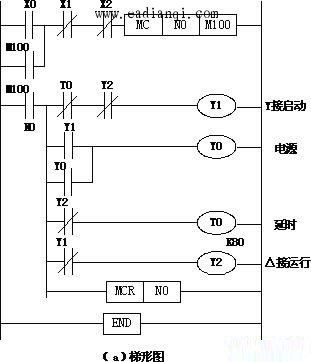
两个或两个以上接点并联的电路称为并联电路块,分支电路并联电路块与前面电路串联连接时,使用ANB指令。分支的起点用LD、LDI指令。 由电机及拖动基础可知,三相交流异步电动机起动时电流较大,一般是额定电流的( 5 ~ 7 )倍。故对于功率较大的电动机,应采用降压起动方式, Y/ △降压起动是常用的方法之一。 起动时,定子绕组首先接成星形,待转速上升到接近额定转速时,再将定子绕组的接线换成三角形,电动机便进入全电压正常运行状态。 PLC 的基本指令 1、 异步电动机Y/△降压起动控制电路
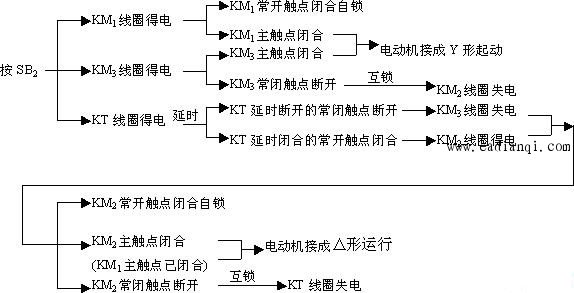
工作过程分析如下 :
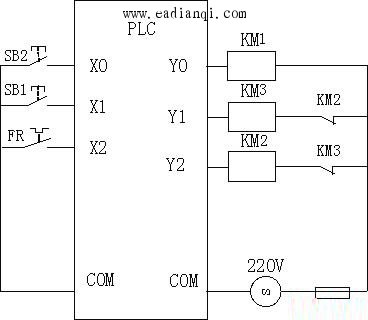
2、可编程控制器的硬件连接 本模块所需的硬件及输入 /输出端口分配如图所示。由图可见:本模块除可编程控制器之外,还增添了部分器件,其中,SB1 为停止按钮,SB2为起动按钮,FR为热继电器的常开触点,KM1为主电源接触器,KM2 为△形运行接触器,KM3为Y形起动接触器。
3、软件设计
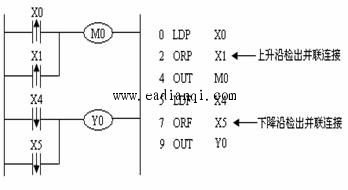
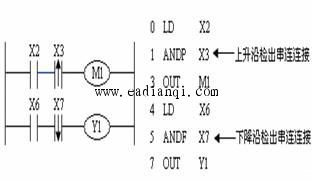
知识点扩展: 1、取脉冲指令LDP、LDF
LDP取脉冲上升沿,指在输入信号的上升沿接通一个扫描周期 LDF取脉冲下降沿,指在输入信号的下降沿接通一个扫描周期 2、与脉冲指令ANDP、ANDF
ANDP: ANDF:与脉冲下降沿 3、或脉冲指令ORP、ORF
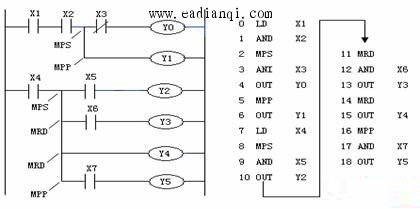
ORP:或脉冲上升沿 ORF:或脉冲下降沿 4、多重输出指令MPS、MRD、MPP
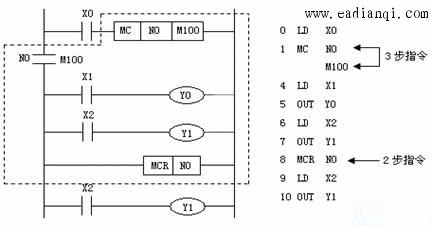
MPS,进栈指令 MRD,读栈指令 MPP,出栈指令 这三条指令是无操作元件指令,都为一个程序步长。这组指令用于多输出电路。可将连接点先存储,用于连接后面的电路 5、主控及主控复位指令MC、MCR
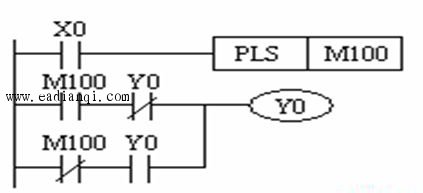
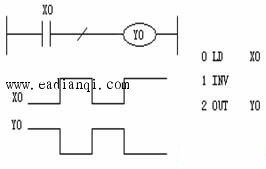
MC为主控指令:用于公用串联接点的连接。 MCR叫主控复位指令:MC的复位指令。 在编程时,经常遇到多个线圈同时受一个或一组接点控制。如果在每个线圈的控制电路中都串入同样的接点,将多占用存贮单元,应用主控指令可以解决这一问题。 案例一: 用PLC实现下图所示方波的2分频
1、可编程控制器的硬件连接 根据前面的学习,再依据图中的标示,同学们可以自己画出输入及输出端口的分配,在这不加深述。 2、软件设计
知识点链接: 1、 取反指令INV
该指令用于运算结果的取反。当执行该指令时,将INV指令之前存在的如LD、LDI等指令的运算结果反转 2、置位与复位指令SET、RST
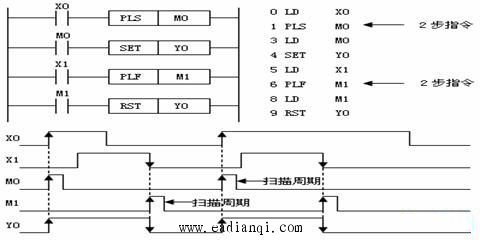
SET为置位指令:使动作保持 RST为复位指令:使操作保持复位 3、脉冲输出指令PLS、PLF
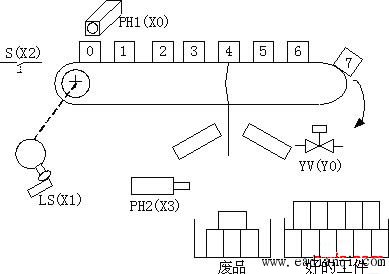
PLS指令:在输入信号上升沿产生脉冲输出 PLF指令:在输入信号下降沿产生脉冲输出 4、空操作指令NOP NOP为空操作指令,该指令是一条无动作、无目标元件占一个程序步的指令。空操作指令使该步序作空操作。用NOP指令替代已写入指令,可以改变电路。在程序中加入NOP指令,在改动或追加程序时可以减少步序号的改变。执行完清除用户存储器的操作后,用户存储器的内容全部变为空操作指令。 5、程序结束指令END END是一条无目标元件占一个程序步的指令。PLC反复进行输入处理、程序运算、输出处理,若在程序最后写入END指令,则END以后的程序步就不再执行,直接进行输出处理。在程序调试过程中,按段插入END指令,可以顺序扩大对各程序段动作的检查。采用END指令将程序划分为若干段,在确认处于前面电路块的动作正确无误之后,依次删去END指令。要注意的是在执行END指令时,也刷新监视时钟。 案例二: 现代工业生产广泛采用流水作业,对成品或半成品进行分检,排除残次品是必须的工序。在流水线上,成品或半成品往往要经过若干项检验,符合要求者得以通过,随着流水线进入下道生产工步。而不合格者必须在某处集中地予以排除,不得进入下道生产环节。因此,成品或半成品随传送带递进过程中,对其进行的检验结果也必须同步地向前移动。这样,当不合格者移动到规定的排除点时,才能正确地加以排除,从而实现质检与分检。利用 PC 提供的移位寄存器功能,可以很方便地做到这一点。 1、 质量控制过程示意图
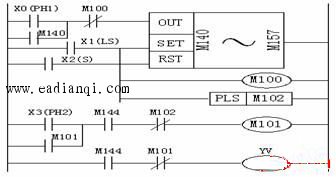
如图所示,工件在传送带上步行式前进。工件在 0 号站接受 PH1 光电检查。从 0 号站移到 4 号站要经过 4 次步进。移到 4 号站时,判断移到此站工件好还是坏。如果是废品则要求电磁阀 YV 打开,使废品掉下来。当 PH2 检测到废品已掉下来后重新将电磁阀关闭。 PLC 的输入条件有以下几个: PH1 光电检测,当工件合格时, PH1 数据为“ 0 ”;当工件废品时, PH1 数据为“ 1 ”。 PH2 光电检测,当数据为“ 1 ”表明废品已掉下来。 LS 为行程开关,凸轮每转一次 LS 接通一次,工件步进一步。 S 为外加复位按钮。 PC 的输出点只有一个即电磁阀 YV 。 2、硬件的连接 根据上述模块的学习,再依据图中的标示,同学们可以自己画出输入及输出端口的分配,在这不加深述。
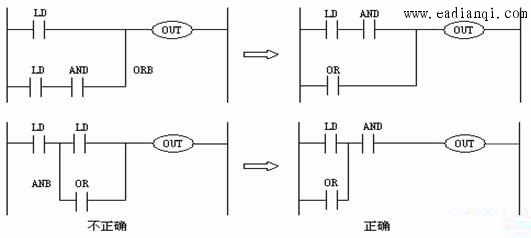
3、系统的软件设计 可编程控制器编程的基本原则: 1、水平不垂直
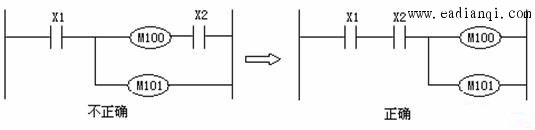
梯形图的接点应画在水平线上,不能画在垂直分支上 2、 线圈右边无接点
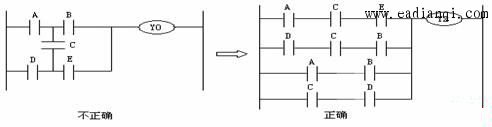
不能将接点画在线圈右边,只能在接点的右边接线圈 3、左大右小,上大下小
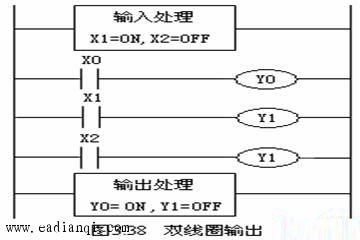
有串联电路并联时,应将接点最多的那个串联回路放在梯形图最上面。有并联电路相串联时,应将接点最多的并联回路放在梯形图的最左边。 4、双线圈输出不可用
如果在同一程序中同一元件的线圈使用两次或多次,则称为双线圈输出。这时前面的输出无效,只有最后一次才有效,一般不应出现双线圈输出。 |

 与脉冲上升沿
与脉冲上升沿