RH真空处理装置自动控制系统
时间:2014-11-12 14:59 来源:自动控制网
| 由于国际市场对纯净钢和超纯净钢的需求不断扩大,特别是20世纪80年代以来,由于汽车厂家对钢板的抗锈性能提出了更高的要求,使得纯净钢开发技术成为一个全球性的热点,也成为衡量一个国家钢铁生产水平的标准。
RH真空循环脱气方法是1959年德国鲁尔钢公司(Ruhrstahl)和海罗尔斯公司(Heraeus)共同开发的工艺,运用真空循环脱气原理,主要靠钢水中的氧在真空槽中进行脱碳,利用钢水的循环流动来达到去除钢水中氢、氮、氧等有害气体及固体夹杂物和深脱碳的目的,以进一步提高钢水纯净度。
RH的工艺流程如图1:钢包车接受吊车吊来从LF或转炉(初炼炉)过来的装有钢水的钢包,钢包车运送钢包到处理位。当钢包车到达真空处理位后,真空系统开始预抽真空。同时,启动测温定氧取样枪在钢包中对钢水进行测温定氧和取样及测量钢渣的厚度。然后启动钢包液压顶升系统提升钢包,使真空槽的浸渍管完全插入到钢水中,根据钢渣的厚度和钢水的高度,调整浸渍管到适当的插入的深度,停止钢包上升,锁定液压系统。打开真空阀,钢液被吸入真空槽,由于浸渍管的上升管的驱动气体的注入钢液开始循环。然后根据不同的工艺要求进行吹氧、添加合金进行成分调整等。真空处理结束时,关闭真空阀,停抽真空,用空气破真空,当真空槽的压力回到大气压力时,启动钢包液压顶升系统下降钢包,让浸渍管离开钢水,并由氩气切换到氮气。然后启动测温取样枪对钢水进行测温定氧和取样及定氢。处理完后,将钢包车移动到保温剂添加位,根据工艺情况可由操作人员或过程计算机根据钢种和来钢情况设定喂丝长度,人工进行喂丝处理。喂丝后,由操作人员加入适当的保温剂,最后钢包车开出,由起重机吊出钢包。
图1 工艺流程图
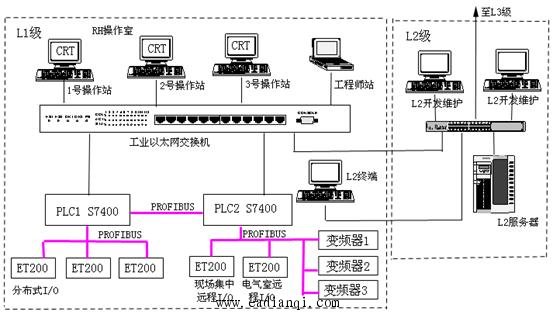
RH控制系统采用两级控制系统组成:一级基础自动化系统和二级计算机控制系统。在一级基础自动化系统中完成其逻辑控制和控制回路的调节控制,二级过程控制级是从基础自动化系统采集过程生产数据,根据生产计划进行模型运算,优化出生产参数下送到基础自动化系统执行操作。系统的控制结构如图2所示。
图2 系统控制结构 在操作室设置三套工业控制计算机操作站,配备相应的打印机及网络交换机,另外配置一台工程师编程笔记本,组成HMI操作系统。操作站配置监控开发系统,工程师站配备编程工具。主控制室内设置PLC柜,配置主体部分采用远程I/O。在顶枪、预热枪阀站设置远程I/O站,将分散的信号统一通过现场总线传送到中央控制室的CPU,进行集中监控。信号较多的操作箱I/O信号,通过就近对应的远程I/O站将信号传送到中央控制室的CPU。L2服务器通过以太网连接到L1的操作站系统,进行数据交换。L2的操作员终端安装在基础自动化中央控制室,操作员通过HMI与L2进行对话。
RH真空处理装置自动控制系统采用2套西门子公司CPU 416-3型号的PLC用于生产过程控制,并完成整个生产过程的电气、仪表控制功能。通过工业以太网和PROFIBUS总线进行网络通信,通信系统包括PLC 之间、PLC与上位计算机之间以及PLC 与其他智能设备间的通信。上位机采用西门子工控机,通过工业以太网连接,与下位PLC和二级自动化系统进行实时通讯,实现对设备系统的控制监视、数据采集、故障报警、报表打印等多种功能;主传动控制通过PROFIBUS-DP网与变频控制器通讯,仪表自动化系统采用PROFIBUS总线链接,采集过程信号进行监控。
PLC软件采用Step 7V5.3 进行编程,利用顺序控制和回路控制结合的方法实现自动控制。对枪的升降、钢包车走行、槽台车运动基本上均采用顺序控制方法,实现手动和自动控制。对于流量、压力、温度等仪表控制,采用PID的控制策略,因为在当今工业过程中,常规的PID控制器因为其良好的鲁棒性、控制简单以及较高的可靠性仍然是运用最广泛的控制器。在闭环系统中, PID控制器的三个参数必须通过整定来达到满意的控制效果。
PID控制器表示为:
则输出可以表示为:
其中Kp为比例增益;Ki=Kp/Ti为积分增益;Kd=KpTd为微分增益。
对于PID控制来说,只有在参数Kp,Ki,Kd的适当配合下才能使系统的过渡过程达到快速、平稳、准确的要求,获得满意的控制效果。PID参数的整定就是根据被控对象特性和所希望的控制性能要求决定三个参数Kp,Ki,Kd 。
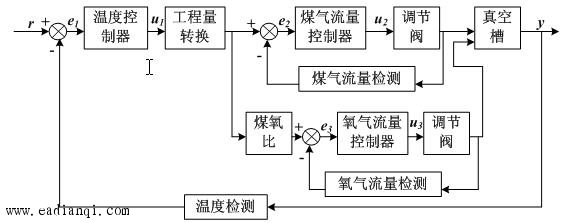
图3 温度串级控制系统 在预热枪的温度控制系统中,由于系统是一个大滞后的系统,所以采用串级控制的方式,温度调节为主回路,流量调节为辅回路,内环的流量调节回路可以快速响应温度变化,外环的温度回路根据槽温情况进行调节,如图3。这样可以及时消除流量波动对槽温度的影响和温度回路的扰动影响,保证真空槽温度的稳定。
根据热RH的工艺对计算机监控系统的要求,用组态软件WinCC 6.0开发了系统的监视与控制画面,系统可以对现场过程数据的动态监视功能、历史数据的归档功能、异常信号的报警功能、现场操作的指导功能和对生产过程的控制功能等。上位监控画面主要包括各子系统监视画面、趋势画面、报警画面和辅助画面等。
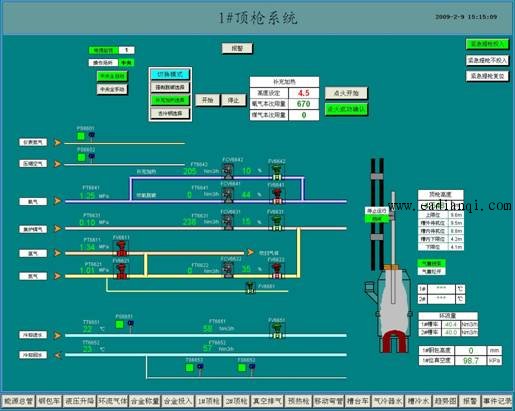
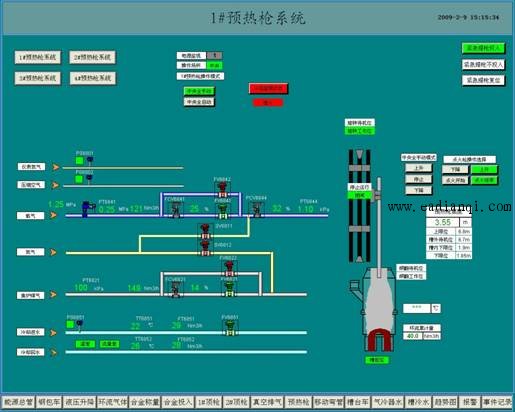
图4是顶枪系统的运行画面,图中所示顶枪处于补充加热模式,操作场所选择中央控制,控制方式为中央自动控制。图5是预热枪系统的运行画面,图中所示预热枪处于中央操作燃烧状态。
图4 1#顶枪系统补充加热运行画面
图5 1#预热枪自动燃烧系统运行画面
|