零件的工艺性分析
时间:2015-02-07 14:14 来源:自动控制网
| 一、合理标注零件的尺寸、公差和表面粗糙度
零件图样上的尺寸和公差的标注既要满足设计要求,又要便于加工。通过装配尺寸链的分析来标注,具体考虑以下几个方面。
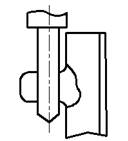
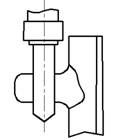
1.按照加工顺序标注尺寸,避免多尺寸同时保证 例如,图1a所示为齿轮轴零件的尺寸标注,端面A和B都要最终磨削。磨削A面后,同时获得尺寸
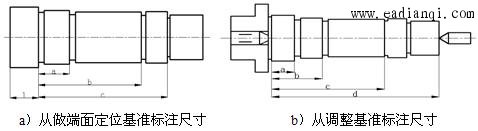
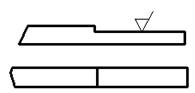
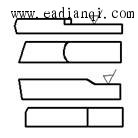
2.由定位基准或调整基准标注尺寸,避免基准不重合误差 例如,图2是多刀车床上加工阶梯轴时尺寸标注的实例。图2-2a所示阶梯轴以左端面为定位基准,紧靠在固定支承上,前顶尖轴向可以浮动。此时,可改用图2b所示以作为调整基准(即调整刀具位置的基准)的某轴肩为基准标注轴向尺寸,连接定位基准和调整基准。图2a、b所示两种方式标注尺寸,可避免基准不重合误差。
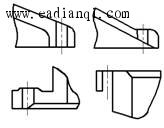
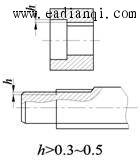
图2 在多刀车床上加工阶梯轴的尺寸标注实例 3.由形状简单和易接近的轮廓要素为基准标注尺寸,避免尺寸换算。若零件的轮廓要素是平面或圆柱面,则应从这些表面标注尺寸。如果轮廓要素由一些复杂的表面组成,则以孔的轴线为基准标注尺寸。 零件上的尺寸公差、形状公差和表面粗糙度的标注,应根据零件的功能经济合理地决定,过高的要求会增加加工难度,过低的要求会影响工作性能,两者都是不允许的。 二、零件要素的工艺性 零件要素是指组成零件的各个加工面。零件要素的切削加工工艺性归纳起来有以下三点要求: 1)各要素的形状应尽量简单,面积应尽量小,规格应尽量标准和统一。 2)能采用普通设备和标准刀具进行加工,且刀具易进入、退出和顺利通过加工表面。 3)加工面与非加工面应明显分开,加工面之间也应明显分开。 表1列出了最常见的零件结构要素的工艺性实例,供分析参考。 表1
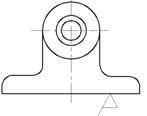
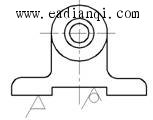
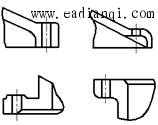
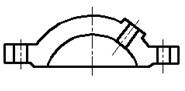
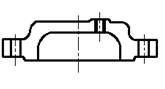
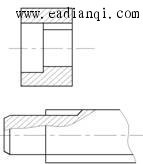
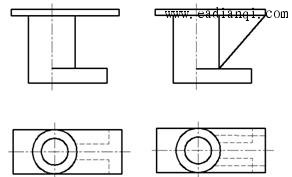
三、零件整体结构的工艺性 零件结构工艺性是指所设计的零件在能满足使用要求的前提下制造的可行性和经济性。它包括零件制造过程中的工艺性,如铸造、锻造、冲压、焊接、热处理、切削加工等工艺性。零件结构工艺性涉及面很广,必须全面综合性地分析,具体有以下五点要求: 1)尽量采用标准件、通用件、借用件和相似件。 2)有便于装夹的基准。 3)有位置要求或同方向的表面能在一次装夹中加工出来。 4)零件要有足够的刚度,便于采用高速和多刀切削。例如,图3 b的零件有加强肋,图3 a的零件无加强肋,显然时有加强肋的零件刚度好,便于高速切削,从而可提高生产率。 5)节省材料,减轻重量。
a)无加强肋 b)有加强肋 图3增设加强肋以提高零件刚性 |
||||||||||||||||||||||||||||||
 和
和 ;磨削B面后,同时获得
;磨削B面后,同时获得 和
和 。这两组尺寸中,都有一个尺寸可直接获得,其余尺寸则要进行工艺尺寸链换算才能获得。由工艺尺寸链理论可知,这将会增加零件的精度要求,故工艺性不好。若改成如图1b所示的尺寸表标注,即两个
。这两组尺寸中,都有一个尺寸可直接获得,其余尺寸则要进行工艺尺寸链换算才能获得。由工艺尺寸链理论可知,这将会增加零件的精度要求,故工艺性不好。若改成如图1b所示的尺寸表标注,即两个 和
和 ,并标注总长尺寸
,并标注总长尺寸 ,则磨削端面A时,仅保证尺寸
,则磨削端面A时,仅保证尺寸