工业机器人与数控加工的集成
时间:2016-03-24 09:56 来源:自动控制网
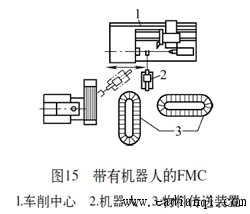
工业机器人与数控加工的集成主要集中在两个方面:一是工业机器人与数控机床集成为工作站;二是工业机器人具有加工能力,即机械加工工业机器人。 1. 工业机器人与数控机床集成为工作站 工业机器人与数控机床的集成主要应用在柔性制造单元(F M C) 或柔性制造系统(FMS) 中,图15所示加工中心上的工件,由机器人来装卸,加工完毕的工件与毛坯放在传送带上。当然,也有不用传送带的,如图16所示,所用到的工业机器人一般为上下料机器人,其编程较为简单,只要示教编程后再现就可以了。但工业机器人与数控机床各有独立的控制系统,机器人与数控机床、传送带之间都要进行数据通信。
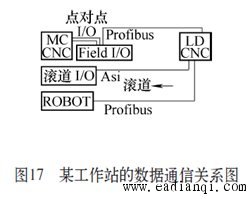
图17所示为某工作站的数据通信关系图,LD上料工位通过Asi总线连接滚道上的传感器和执行元件,数控机床与LD通过硬件FIELD I/O模块与FANUC ROBOT通信。
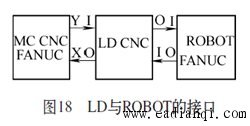
(1)硬件。①MC(加工中心)的I/O通过点对点接入FIELDI/O模块,与LD通过PROFIBUSDP总线通信。②ROBOT(工业机器人)与LD通过PROFIBUSDP总线通信。③滚道附件(传感器和气缸等执行元件)通过Asi总线接入LD。④MC与ROBOT通信通过LD中转实现。 MC与ROBOT的通信是通过LD来中转的,所以它们之间的接口由两部分内容构成:LD与MC的接口;LD与ROBOT的接口,传递关系如图18所示。
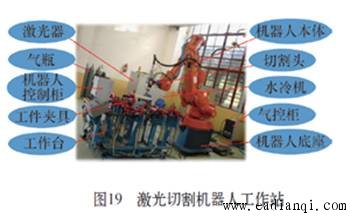
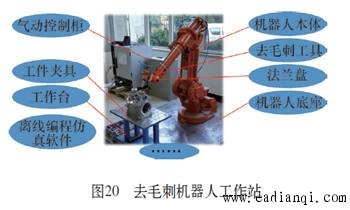
(2)接口信号。MC到LD的接口部分信号:①机床状态:有无报警、紧停。②机床运行方式选择:手动、自动及空运转。③上下料的状态:使能上下料状态、上下料请求、机床门打开、工件夹具状态及机床内有无工件的记忆状态。④机器人的手动操作,如回零、去维修位和机器人夹爪的手动操作。⑤工件类型选择等。 LD到MC的接口信号:①机器人和滚道状态:无报警、运行状态准备好。②运行模式、自动状态。③ 位置状态: 机器人在HOME位置、REPAIR位置。④工作完成状态:上下料完成状态、机器人夹爪状态。⑤工件状态:滚道上下料位置有无工件、滚道上下料托盘位置状态、工件在机器人夹爪上等。 LD到ROBOT的接口信号: ①机器人标准输入信号。②运行模式:空运转、自动等。③上下料条件:机床工件托盘上有无工件、滚道上下料位置有无工件、滚道上下料托盘位置状态、MC上料门打开。④来自于MC的机器人手动操作,打开、关闭夹爪。 ROBOT到LD的接口信号:①机器人标准输出信号。②机器人位置状态:机器人在HOME位置、REPAIR位置。③工作完成状态:上下料完成状态、机器人夹爪状态。④机器人报警状态等。 2. 机械加工工业机器人 这类机器人具有加工能力,本身具有加工工具, 比如刀具等,刀具的运动是由工业机器人的控制系统控制的。主要用于切割(见图19)、去毛刺(见图20)、抛光与雕刻等轻型加工,这样的加工比较复杂,一般采用离线编程来完成。这类工业机器人有的已经具有了加工中心的某些特性,如刀库等。图21所示的雕刻工业机器人的刀库如图22所示,这类工业机器人的机械加工能力是远远低于数控机床的,因为刚度、强度等都没有数控机床好。
|