(1)加工余量的概念
总余量Z0与工序余量Zi 的关系:
单边余量
对于非对称表面,其加工余量用单边余量 Zb 表示:Zb =la-lb
双边余量
对于外圆内圆等对称表面加工余量用双边余量2Zb表示
对于包容尺寸(孔径、槽宽),下偏差为0,其最小尺寸
就是基本尺寸,本工序的公称余量:Zb =lb-la
Zmax= (lb +Tb) – la= Zb + Tb
Zmin = lb – (la +Ta) = Zb – Ta
工序余量变动范围
Tz = Zmax–Zmin
= Tb + Ta
影响加工余量的因素
1)上工序留下的表面粗糙度值Ry和表面缺陷层深度Ha本工序必须把上工序留下的表面粗糙度和表面缺陷层全部切去,因此本工序余必须包括这两项因素。
2)上工序的尺寸公差Ta上工序加工表面存在尺寸误差,为使本工序能全部切除上工序留下的表面粗糙度和缺陷层,工序余量应包括Ta项。
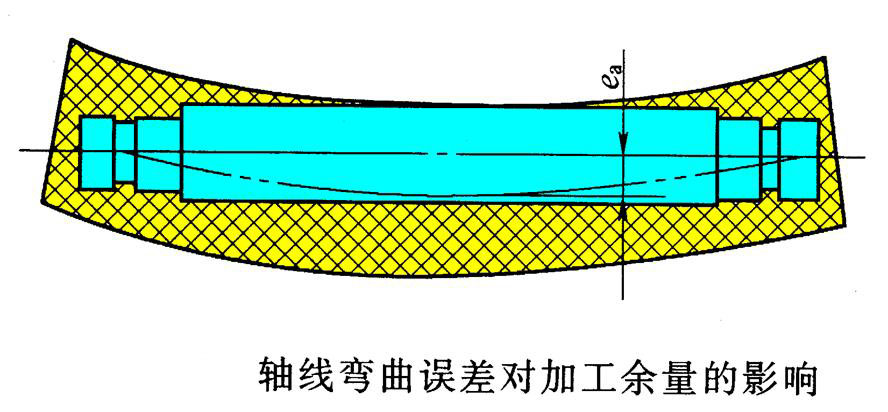
3)Ta值没有包括的上工序留下的空间位置误差 ea工件上有些形位误差未包括在加工表面工序尺寸公差范围之内,在确定加工余量时,须考虑它们的影响,否则将无法去除上工序下的表面缺陷层。
4)本工序的装夹误差 εb
如果本工序存在装夹误差(定位误差、夹紧误差), 在确定本工序加工余量时还应考虑εb的影响。
ea与εb都是向量,要用矢量相加所得矢量和的模进行余量计算。
综上分析,工序余量的最小值可用以下公式计算:
对于单边余量:
对于双边余量:
5) 加工余量的确定
a.计算法
掌握影响加工余量的各种因素具体数据的条件下,
计算法比较科学,但目前统计资料较少。
b.经验估计法
为避免出现废品,估计余量一般偏大,用于单件小批生产。
c.查表法
以生产实践和实验研究为基础制成数据表格,查表
并结合实际情况加以修正。查表法确定加工余量,方
法简便,较接近实际,应用广泛。
6) 工序尺寸及其公差的确定
a.工艺基准与设计基准重合
同一表面经多次加工达到图纸尺寸要求,其中间工序
尺寸根据零件图尺寸加上或减去工序余量即可得到,即
从最后一道工序向前推算,得出相应的工序尺寸,一直推算到毛坯尺寸。
b.工艺基准与设计基准不重合
必须通过工艺尺寸的计算才能得到,现以查表法确定工序余量,各加工方法按经济精度和相
应公差值,确定某箱体零件上孔加工的各工序尺寸和公差。
设毛坯为带孔铸件,零件孔要求达到Φ100H7(+0.035),Ra
为0.8μm,材料为HT200。
其工艺路线为粗镗→半精镗→精镗→精密镗
|
 扫描上方二维码免费观看PLC视频课程
扫描上方二维码免费观看PLC视频课程