毛坯的种类及选择
时间:2015-02-07 14:16 来源:自动控制网
选择毛坯的基本任务是选定毛坯的制造方法和制造精度。毛坯的选择不仅影响到毛坯的制造工艺和费用。而且影响到零件机械加工工艺及其生产率与经济性。 一、常见的毛坯种类 (1)铸件 铸件适用于形状复杂的零件毛坯。其铸造方法有砂型铸造、精密铸造、金属模铸造、压力铸造等。铸件材料有铸铁、铸钢及铜等有色金属。 (2)锻件 锻件毛坯经锻造后可以得到连续和均匀的金属纤维组织。故其力学性能较好,适用于受力复杂的重要钢制零件。锻造方法有自由锻和模锻两种,其中自由锻件的精度和生产率较低,主要用于小批量生产和大型锻件的制造。模锻的精度和生产率较高,主要用于毛坯精度要求较高的中小型零件。 (3)型材 型材常用截面形状可分为圆钢、方钢、六角钢、扁钢、角钢、槽钢和其他特殊截面形状。型材有热轧和冷拉两类。热轧型材尺寸较大,精度较低,多用于一般零件的毛坯;冷拉型材尺寸较小,精度较高,多用于毛柸精度要求较高的中小型零件。 (4)焊接件 焊接件主要用于单件小批量生产和大型零件及样机试制。其优点是制造简单、生产周期短、节省材料、减轻重量。但其抗振性交叉,变形较大,须经时效处理后才能进行机械加工。 二、毛坯选择的原则 1.零件材料的工艺特性及零件对材料组织和性能的要求:例如,铸铁和青铜不能锻造,只能选铸件;重要的钢质零件,为保证良好的力学性能,不论结构形状简单或复杂,均不宜直接选取轧制型材,而应选用锻件。 2.零件的结构形状与外形尺寸:例如,常见各种阶梯轴,若各台阶直径相差不大,可直接选取圆棒料,若各台阶直径相差较大,为节约材料和减少接卸加工的劳动量,则宜选择锻件毛坯。至于一些非旋转体的板条形钢质零件,一般则多为锻件。 3.生产纲领的大小:当零件的产量较大时,应选择精度和生产率都比较高的毛坯制造方法,这样用于毛坯制造的比较高的设备及装备费用,可以由材料消耗的减少和机械加工费用的降低来补偿。零件的产量较少时,应选择精度和生产率较低的毛坯制造方法,如自由锻造锻件和手工造型生产的铸件等。 4.现有生产条件:选择毛坯时,还要考虑现场毛制造的实际工艺水平、设备状况及外协的可能性和经济性。可能时应积极组织外部协作,这样既简化而来本厂产品的制造和管理工作,又可促进全社会毛坯制造专业生产的发展,从整体上取得较好的经济效益。 三、毛坯形状与尺寸 毛坯选择的两种不同方向:一种是使毛柸的形状和尺寸尽量与零件接近,零件制造的大部分劳动量用于毛柸,机械加工多为精加工,劳动量和费用都比较少;另一种是毛坯的形状及尺寸与零件相差很大,机械加工切除较多材料,其劳动量及费用比较大。为节约能源与金属材料,随着毛坯制造专业化生产的发展,毛柸制造应逐步沿着前一种方向发展。但是,由于现有毛坯制造工艺和技术的限制,加之产品零件的精度和表面质量的要求又越来越高,所以毛坯上某些表面仍需留有一定的加工余量,以便通过机械加工来达到零件的质量要求。毛坯尺寸和零件尺寸的差值称为毛坯加工余量,毛坯尺寸的公差称为毛坯公差。 毛坯加工余量确定后,毛坯的形状和尺寸,除了将毛坯加工余量附加在零件相应的加工表面上之外,还要考虑毛坯制造、机械加工以及热处理等许多工艺因素的影响。下面仅从机械加工工艺角度来分析,在确定毛坯形状和尺寸时应注意的问题。 1)为了加工时工件装夹的方便,有些铸件毛坯需要铸出便于装夹的夹头,夹头在零件加工后予以切除。 2)装配后需要形成同一工作表面的相关零件,为保证加工质量并使加工方便,常将这些分离零件做成一个整体毛坯加工到一定阶段再切割分离,如图1所示。
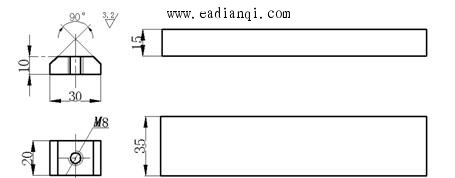
图1 车床开合螺母外壳零件简图 3)对于形状比较规则的小零件,为了提高机械加工的生产效率,应将多件合成一个毛坯,当加工到一定阶段,再分离成单件,如图2所示。
a)滑键零件图 b)毛坯图 图2 滑键的零件图与毛坯图 4)为了减少工件装夹变形,确保加工质量,对于一些薄壁环类零件,也应多件合成一个毛坯。 |