进给伺服系统故障及诊断
时间:2014-11-17 08:46 来源:自动控制网
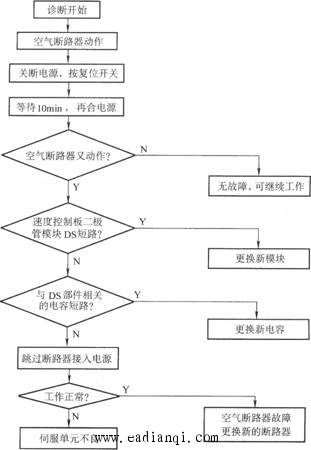
进给伺服系统的故障率,约占数控系统故障的1/3。进给伺服系统也有直流与交流两种,其故障现象均可分为三种类型:①可在CRT上显示其故障信息、代码;②利用伺服单元板上发光二极管显示故障;③没有任何报警指示的故障。前一种类型的故障可借助系统维修手册诊断排除,在此不详述。现仍以FANUC公司生产的伺服系统为例分别介绍直流与交流伺服系统后两种类型的故障分析及排除方法。 1.FANUC公司直流进给伺服系统故障及诊断 (1)CRT和速度控制单元上无报警的故障 1)机床失控(飞车) 其原因是:①位置检测器的信号不正常。这很可能是由于连接不良引起的。②电动机和检测器连接故障。往往可用诊断号DGN800--804判断。③速度控制单元不良。 2)机床振动 其原因是:①参数设定错误。用于位置控制的参数如DMR、CMR的设定错误。②速度控制单元上的设定棒设定错误。③如上述两项均无问题,则应检查机床的振动周期。如振动周期与进给速度无关,则可将速度控制单元上的检测端子CH5和CH6短路。 如振动减小,则可将速度控制单元上的端子s9、S11短路再行观察;如振动继续减小,则是速度控制单元上的设定不合适所致。如在CH5和CH6短路情况下振动不减小,则可减小RVl值(逆时针方向转动)观察振动是否减小。如减小且振动周期在几十赫兹,则是由机床固有振动引起的;如未减小,则是速度控制单元的印制电路板不良。 3)每个脉冲的定位精度太差 除机床本身的问题外,还可能是伺服系统增益太低造成的,这时可将RVI往右调两个刻度来解决。 (2)速度控制单元上的硬件报警在速度控制单元的印制电路板的右下方有七个报警指示:BRK、HVAL、HCAL、OVC、LVAL、TGLS以及DCAL;在它们的下方还有2个状态指示缸:PRDY(位置已准备好信号)和VRDY(速度已准备好信号)。在正常情况下,一旦电源接通,首先应该是PRDY灯亮,过一会儿VRDY灯才亮,如果不是这个顺序亮灯,则说明伺服单元存在问题。例如BRK报警,它表示空气断路器跳闸动作,这个报警只发生在直流伺服单元中。其故障排除顺序流程图如图所示。 2.FANUC公司交流进给伺服系统故障及诊断 伺服单元印制电路板上有六个指示灯,除DRDY指示灯外,从上到下有HV、HC、LV、DC、OH五个指示灯。 (1)DC报警 其原因有:①印制板上控制再生放大的晶体管Q1不好;②印制电路板 设定错误,如采用侧置式再生放大单元,S2却设定为L;③加/减速频率太高,应不超过1~2次/s。 (2)LV报警其原因有:①输入交流电压过低,应检查伺服变压器抽头是否正确;②变压器和印制板的连接不好,应检查交流输入和直流电压是否正常;③+5V熔丝熔断;④印制电路板不良,特别是电源一接通即发生报警,多为晶体管Ql损坏。 (3)HC报警其原因有:①电动机动力线接错;②数控系统侧的伺服板异常;③电动机线圈内部短路;④晶体管模板损坏。、 (4)HV报警其原因有:①交流输入电压过高,超过允许范围;②负载惯量过大,此时需增加加减速时间常数;③侧置式再生放电单元连接不对;④伺服电动机故障,应检查电动机线圈与机壳间绝缘是否不良。 (5)OH报警其原因有:①印制板上sl设定不正确;②伺服单元过热,散热片上热动开关动作,需改变切削条件或负载;③侧置式再生放电单元过热,需改变加减速频率,减轻负荷,也有可能Q1不良;④电源变压器过热,需改变切削条件,减轻负荷或换变压器;⑤电柜散热器的热动开关动作,如果在室温下出现,则说町需更换热动开关。
图 BRK报警故障排除流程图 |