钢带张力控制系统
时间:2015-02-07 13:47 来源:自动控制网
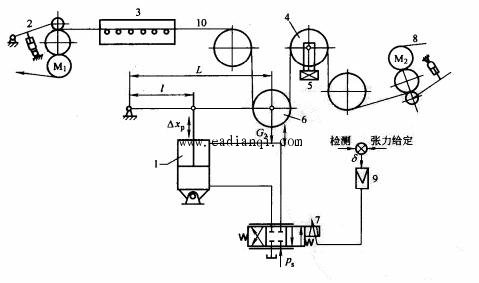
| 在钢带生产过程中,经常要求控制钢带的张力(例如在热处理炉内进行热处理时),因 此对薄带钢材的连续生产提出了高精度恒张力的控制要求。 图1是钢带张力控制液压伺服系统的原理图。
在钢带张力控制液压伺服系统中,热处理炉内的钢带张力由钢带牵引辊组2和钢带张力
|
| 在钢带生产过程中,经常要求控制钢带的张力(例如在热处理炉内进行热处理时),因 此对薄带钢材的连续生产提出了高精度恒张力的控制要求。 图1是钢带张力控制液压伺服系统的原理图。
在钢带张力控制液压伺服系统中,热处理炉内的钢带张力由钢带牵引辊组2和钢带张力
|